INAC’s Prototyping with CNC Machining service crafts prototypes with a diverse range of materials, including clear plastic/resin, ferrous and non-ferrous metals.
Our advanced CNC technology and skilled team utilize CNC milling and turning methods to work with materials such as Polycarbonate, ABS, acrylic, POM, and various metal grades.
Choose INAC for efficient, accurate, and reliable prototyping solutions tailored to your unique project requirements, transforming your ideas into high-performance products.
Materials We Handle
Plastic/Resin
Polycarbonate
ABS
Acrylic
POM
PC/ABS
PP
PE
HDPE
PPS
PBT
6N
66N
MC Nylon
PET
PVC
UNILATE
PEEK
CFRTP, etc.
Also, GF grade, CF grade, conductive grade, etc. for each material.
Ferrous Metal
SS40
S45C
S50C
SUS303
SUS304
Non-Ferrous Metal
Pure titanium (2 types)
A1000 series
A2000 series
A5000 series
A6000 series
A7000 series
ADC12
Gunmetal
Brass
Oxygen-free copper
CNC Machining Methods
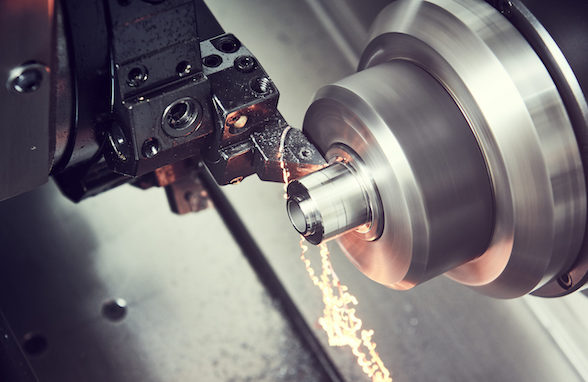
CNC Milling
This is a machining method that uses a 3-axis or 5-axis machine to remove unnecessary portions in order to create the desired shape. Resin blocks can be machined and processed this way.
This is a machining method in which the workpiece is rotated and a fixed cutting tool is applied to it. It is mainly used for machining cylindrical parts. Combined lathes can process complex shapes with a single machine by performing both lathe processing and milling together.
41.34/20.87/20.08 inches (Mori Seiki) or 41.34/25.59/14.96 inches (Iwama) Depending on the material, even larger sizes can be accommodated by bonding.
Standard Lead Time
Usually 5 to 7 days. May vary depending on size, quantity, etc.
General Tolerances
JIS B 0405 Medium grade ±0.00197 inches
Precision Tolerances
±0.00118 inches (Please feel free to contact us even if you need higher precision.)
Minimum Feature Size
Minimum blade size is 0.0118 inches.
Threads and Tapped Holes
Suitable for threading, tapping, inserts, heliserts, etc.
Past Works
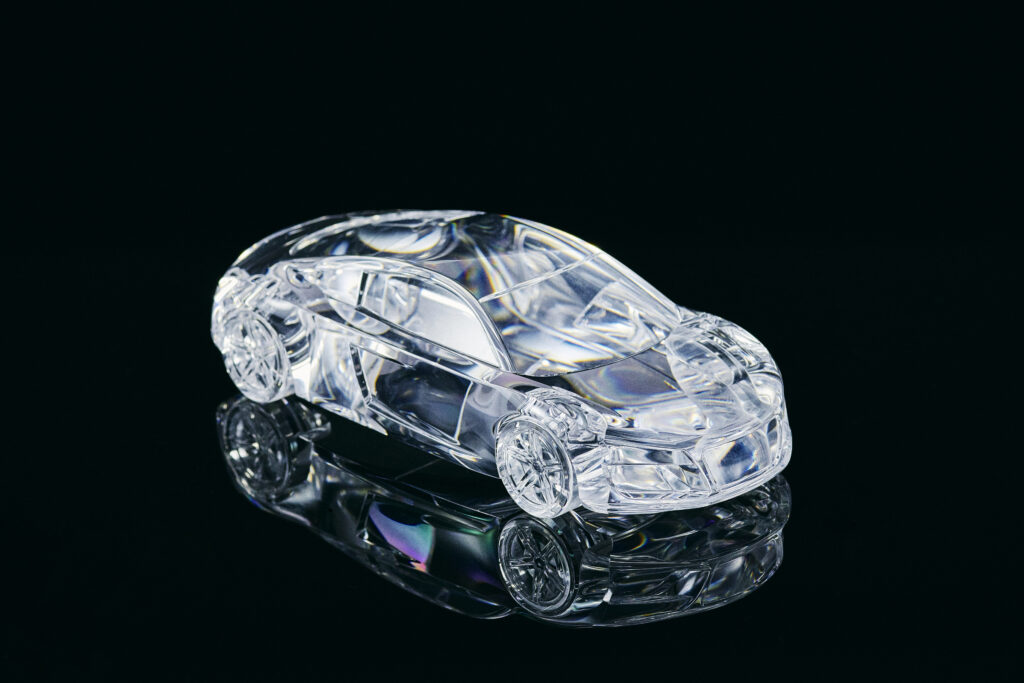
Transmission Case
Visualization of interior for any mechanical parts is available.
Internal visualization for transmissions is used in automobiles / industrial machines.
It is possible to observe the internal oil flow inside. It is possible to reproduce the original shape with high precision by combining polycarbonate machining and our unique technologies of transparent treatment.
A wide range of materials are available, including aluminum.
We proudly offer only the highest quality.
Outstanding high-quality products can be produced by a highly rigid 5-axis machining center, improvement of machining conditions, and set-up for processing.
A quality inspection is performed. At INAC, where quality comes first, we use CMMs, gauges, and other equipment for precision checks.
STEP4: Post-Processing and Finishing
Finishing is done by removing the supports, polishing, and applying transparency treatment. It is also possible to paint and apply plating to the formed product.
STEP3: UV-Laser Print Formation (SLA Process)
Output: The product is formed by irradiating the liquid with a laser beam of UV light and laminating it. The conditions of the external environment, such as room temperature and humidity, must be maintained.
STEP2: Model Program Generation and Support Adjustment
A program for model formation is created. Depending on the shape, it may be necessary to adjust the degree of tilt and the position of the supports.
STEP1: CAD File Submission
Upload your CAD to our online quoting platform.
STEP 3: Rendering and Scene Integration
We can also handle exterior modeling and interior structure design based on illustrations.
After creating the 3D models, we can create a rendering to fit a scene. We can deliver images even if we do not proceed with production.
STEP 2: Detailed Design and 3D Modeling
Once the design is determined, drawings and 3D models will be created.
The structure will be examined, taking into consideration not only the external design but also functionalities such as mating and sliding.
STEP 1: Initial Design Consultation
The first step is a meeting to discuss the project. Drawings are not required for this meeting. We will create a design from a sketch based on the overall image and concept that you have in mind.
STEP5: Quality Assurance and Inspection
We perform quality inspections. At INAC, where quality comes first, we use CMMs, gauges, and other equipment for precision checks.
STEP4: Post-Casting Finishing
Vacuum casting materials are cured and then taken out of the silicone rubber mold. Then we perform finishing such as deburring and gating, and they are made into finish products.
STEP3:Material Injuction
Liquid casting material is injected into the silicone rubber mold in a vacuum environment.
STEP2: Mold Preparation
The silicone mold is cut open into a male and female mold, and the master model is removed.
STEP1: Mold Creation
The master model is fixed to a wooden frame and silicone is poured to create a mold.