INAC’s Stereolithography (SLA) service brings your most intricate designs to life, quickly and accurately. SLA, renowned for its high resolution and excellent surface finish, enables us to produce complex geometries, including those impossible with traditional machining.
Whether you require quick delivery for design considerations or coating and plating for a refined aesthetic, we’ve got you covered. Explore the world of possibilities with SLA 3D printing at INAC.
Higher Resolution: SLA can produce parts with higher resolution and smoother surface finishes compared to SLS.
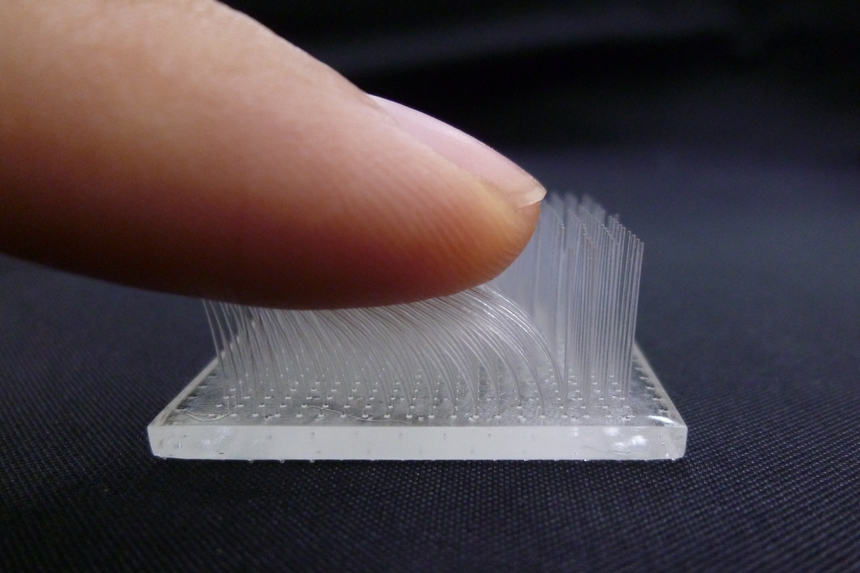
Material Choices: SLA offers a wide range of materials, including clear and flexible resins.
Intricate Designs: Due to its high precision, SLA is more suitable for intricate designs with fine features.
Disadvantages of SLA:
Post Processing: SLA parts often require extensive post-processing, including support removal and UV curing.
Material Properties: While SLA parts can look highly detailed and precise, they may not be as strong or durable as those made from SLS.
Finishing Options
Coloring/Painting
This finishing technique involves applying a colored coat or a paint layer to the 3D printed object. This not only improves the aesthetic appeal but also offers additional protection against environmental factors.
Plating/Depositioning
This process involves adding a layer of an aluminum onto the surface of the 3D printed object. It can make the object look like a metal component.
Get In Touch!
If you have something you want to make, please contact us. Even a rough idea is OK.
We will give shape to your idea and deliver it to you. Please feel free to contact us.
A quality inspection is performed. At INAC, where quality comes first, we use CMMs, gauges, and other equipment for precision checks.
STEP4: Post-Processing and Finishing
Finishing is done by removing the supports, polishing, and applying transparency treatment. It is also possible to paint and apply plating to the formed product.
STEP3: UV-Laser Print Formation (SLA Process)
Output: The product is formed by irradiating the liquid with a laser beam of UV light and laminating it. The conditions of the external environment, such as room temperature and humidity, must be maintained.
STEP2: Model Program Generation and Support Adjustment
A program for model formation is created. Depending on the shape, it may be necessary to adjust the degree of tilt and the position of the supports.
STEP1: CAD File Submission
Upload your CAD to our online quoting platform.
STEP 3: Rendering and Scene Integration
We can also handle exterior modeling and interior structure design based on illustrations.
After creating the 3D models, we can create a rendering to fit a scene. We can deliver images even if we do not proceed with production.
STEP 2: Detailed Design and 3D Modeling
Once the design is determined, drawings and 3D models will be created.
The structure will be examined, taking into consideration not only the external design but also functionalities such as mating and sliding.
STEP 1: Initial Design Consultation
The first step is a meeting to discuss the project. Drawings are not required for this meeting. We will create a design from a sketch based on the overall image and concept that you have in mind.
STEP5: Quality Assurance and Inspection
We perform quality inspections. At INAC, where quality comes first, we use CMMs, gauges, and other equipment for precision checks.
STEP4: Post-Casting Finishing
Vacuum casting materials are cured and then taken out of the silicone rubber mold. Then we perform finishing such as deburring and gating, and they are made into finish products.
STEP3:Material Injuction
Liquid casting material is injected into the silicone rubber mold in a vacuum environment.
STEP2: Mold Preparation
The silicone mold is cut open into a male and female mold, and the master model is removed.
STEP1: Mold Creation
The master model is fixed to a wooden frame and silicone is poured to create a mold.