ABS Machining Service
Overview of ABS (Acrylonitrile Butadiene Styrene)
ABS Material Properties
| Density | 1.04 g/cm³ |
|---|---|
| Elongation at Break | 20-30% (approximately 25% strain) |
| Tensile Strength (Yield) | 40-45 MPa |
| Impact Strength (Notched Izod, 73 °F) | 15–20 kJ/m² |
| Hardness | Rockwell R100–110 (R-scale) (approximately Shore D 75–85) |
| Flexural Strength | 65–75 MPa |
| Heat Deflection Temp. (HDT @ 1.8 MPa) | 194°F |
Note: Values may vary slightly depending on specific grades or formulations.
Benefits of ABS
High Impact Resistance: ABS can withstand significant mechanical stress, reducing the risk of cracking or deformation.
Cost-Effective: Widely available and relatively affordable, making it ideal for rapid prototyping and iterative design.
Surface Finishing Flexibility: Easy to paint, plate, and bond, allowing for diverse aesthetic finishes.
Good Dimensional Stability: Suitable for parts requiring tight tolerances and consistent geometry.
Thermal Resistance: Maintains shape and structural integrity under moderate temperatures.
INAC US’s ABS Machining Capability
ABS Machining Portfolio

ABS Machining Methods
CNC Machining
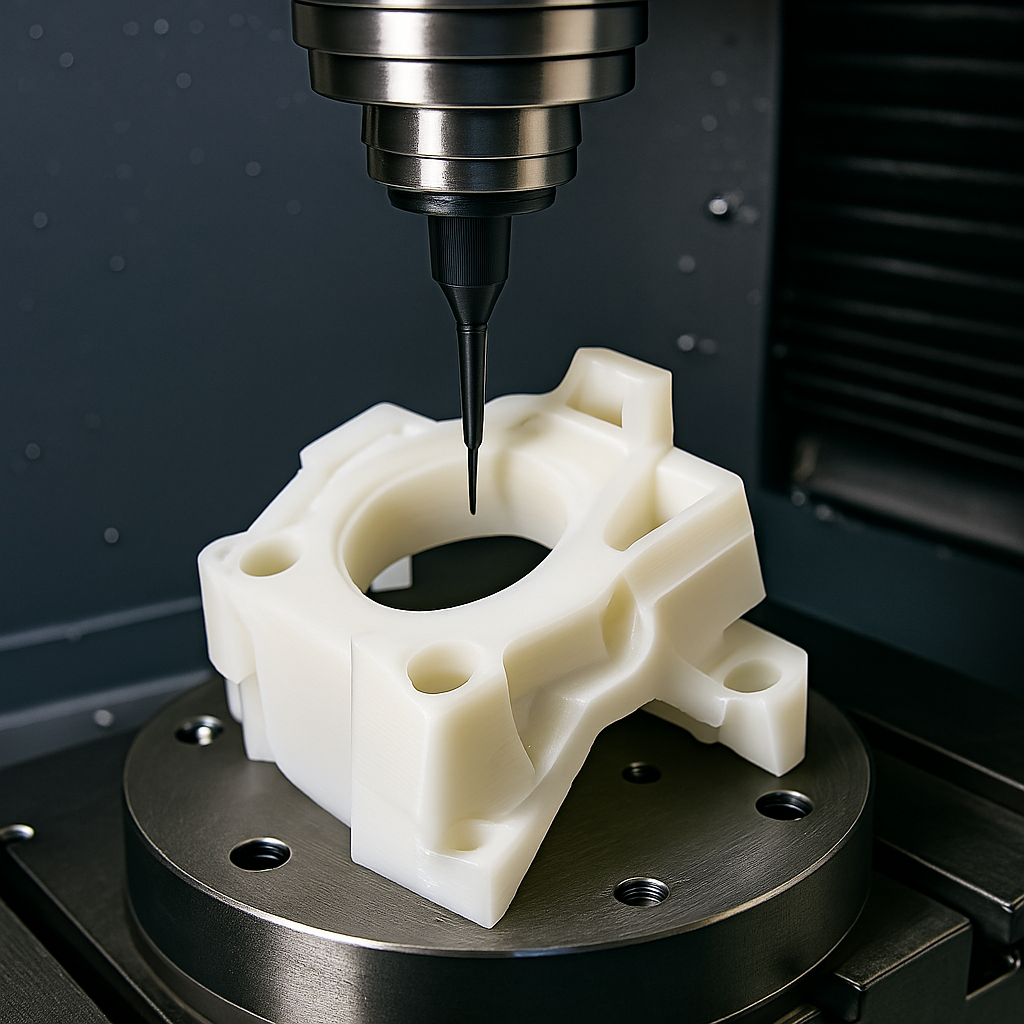
CNC Machining is an ideal method for creating precise, complex shapes in ABS material.
Using computer-controlled machinery, we can machine detailed parts with tight tolerances, ensuring high-quality prototypes for testing and functional use.
CNC Machining can handle both 2D and 3D geometries, making it perfect for intricate designs, customized features, and parts with multiple surface finishes.
Lathe Processing
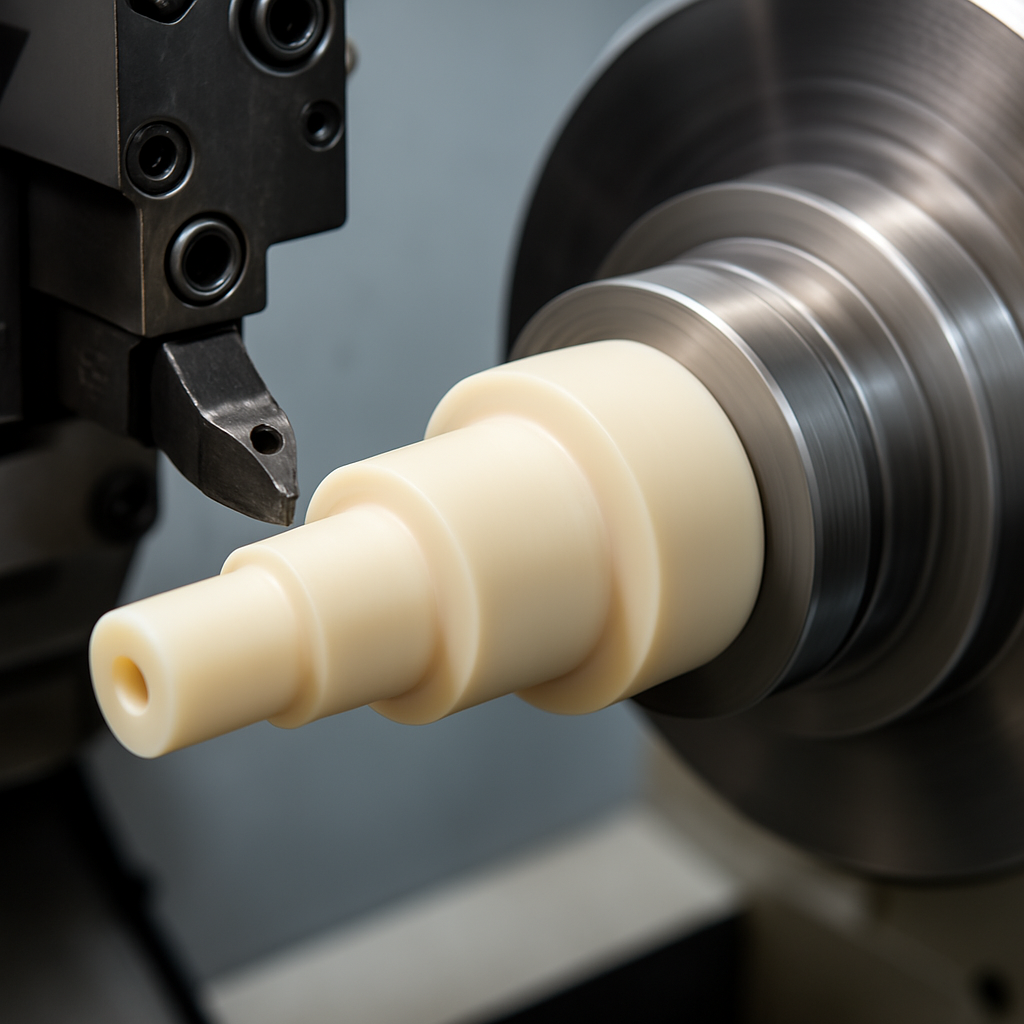
CNC Machining is used to produce cylindrical parts or components with rotational symmetry from ABS material.
This method excels at creating shafts, bushings, and other round parts with smooth, high-precision surfaces.
CNC Machining is efficient for parts that need to be machined from bar stock, ensuring consistent quality and minimal material waste.
Finishes
| Finishing option | Description |
|---|---|
| Hand-polishing | Hand-polishing is a meticulous process where skilled technicians manually polish the surface of the ABS part to achieve a smooth finish. This method is particularly effective for parts that require high-quality aesthetics or customized surface details. Hand-polishing helps eliminate tool marks and create a professional, polished appearance for parts that will be visible or need to meet specific visual standards. |
| Colorling/Painting | We offer a wide range of colors and finishes including solid color, metallic, clear, and gradient color.Our in-house toning ensures that we can match the color sample you provide, and we always secure approval for the toned test pieces before proceeding. |
| Metallizing | We use advanced aluminum vapor deposition techniques to create a metal-like finish on your parts, enhancing both their visual appeal and durability.Composite decorations, including painting and masking on aluminum evaporation, are also available. |
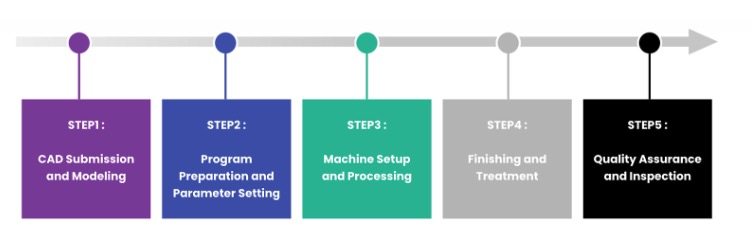
Flow of ABS Machining
FAQ about INAC US's ABS Machining Service
A. We work with a wide range of ABS grades, including standard ABS, high-impact ABS, and flame-retardant ABS. Our team can recommend the best grade based on your specific performance, aesthetic, and cost requirements.
A. Our typical lead time for ABS prototypes is 5–10 business days, depending on the complexity and finishing options. Expedited services are available for urgent projects, and we’ll do our best to meet your timeline.
A. Yes, we have high-precision CNC machines that can achieve tight tolerances. Whether your part requires intricate details or exact fits, we can meet your specifications with consistent accuracy.
A. Yes. We offer custom painting, surface texturing, aluminum deposition, and laser exfoliation options to meet your aesthetic and branding needs.
A. Yes, we handle both single prototypes for testing and low-volume production runs. Whether you need a one-off part or a batch of parts, we are equipped to manage orders of varying quantities with the same level of precision and care.
Start Machining Today with INAC US
Bring your ABS prototypes to life with our high-precision machining services.
Whether you need a single part or a small production run, INAC US is here to provide fast, accurate, and high-quality results.
Guide to ABS Machining
What Is ABS(Acrylonitrile Butadiene Styrene)?
ABS (Acrylonitrile Butadiene Styrene) is a versatile thermoplastic renowned for its excellent impact resistance, dimensional stability, and machinability.
Its ease of shaping and finishing makes it a popular choice for creating prototypes that require both functional testing and visual appeal.
ABS can be utilized in a broad range of industries—from automotive and consumer electronics to household appliances.
Grades of ABS Material
| Grade | Value |
|---|---|
| General-Purpose (GP) ABS | General-Purpose (GP) ABS balances impact resistance, rigidity, and surface quality for versatile use. Its moderate melting point makes molding and machining efficient, making it ideal for consumer goods, toys, and automotive interiors. |
| High-Impact ABS | High-Impact ABS has extra rubber content, boosting durability and shock absorption for products subjected to drops or rough handling. Despite its toughness, it maintains the processability and finish of standard ABS. |
| High-Heat ABS | High-Heat ABS retains strength and stability under elevated temperatures, making it suitable for under-the-hood automotive parts and other heat-intensive applications. It still offers the core advantages of standard ABS, including good impact resistance. |
| Flame-Retardant (FR) ABS | Flame-Retardant (FR) ABS contains additives that slow ignition and flame spread, meeting strict safety regulations for electronics and appliances. While slightly lower in impact strength, it preserves most of ABS’s machinability. |
| Electroplating/Platable ABS | Electroplating/Platable ABS has a specially engineered surface that enhances metal plating adherence, ideal for decorative finishes or EMI shielding. It maintains the mechanical reliability and ease of processing characteristic of ABS. |
Applications of ABS Machining
Consumer Electronics

ABS is commonly used for enclosures and housings in consumer electronics, such as smartphones, tablets, and electronic devices.
Machining ABS prototypes helps ensure that these parts fit precisely, allowing engineers to test design features, functionality, and assembly processes before mass production.
Automotive Components

In the automotive industry, ABS is often used for interior components such as dashboards, trim pieces, and protective covers.
Machining ABS prototypes helps in testing fit and form, ensuring parts can withstand the mechanical stress and thermal conditions inside a vehicle.
Medical Devices

ABS is used in medical devices like surgical instrument handles, diagnostic equipment housings, and laboratory components.
Machining ABS ensures accuracy and durability, while maintaining the required cleanliness and ease of sterilization.
Prototypes allow for functionality testing and adjustments before final production.
Comparing ABS to Other Machinable Plastics
| Plastic | Description |
|---|---|
| PC(Polycarbonate) | – High Impact Resistance: Often used for safety shields, machine guards, and protective screens. – Optical Clarity: Up to 90% light transmission, though prone to scratching without hard coatings. – Heat & Flame Resistance: Can withstand elevated temperatures; available in flame-retardant grades (UL 94 V-0). – Dimensionally Stable: Retains shape under load, making it suitable for precision parts. |
| Acrylic (pmma) | – Excellent Transparency (~92% light transmission) with a glass-like appearance. – Lightweight & Weather Resistant: Resists yellowing and cracking outdoors better than polycarbonate. – Easy Fabrication: Can be thermoformed, laser-cut, or polished for display-quality finishes. |
| POM(Polyoxymethylene) | – High Stiffness & Low Friction: Excellent for gear teeth, bearings, and wear strips. – Dimensional Stability: Minimal moisture absorption, retaining tight tolerances. – Good Chemical Resistance: Withstands many solvents, fuels, and lubricants. |
| PP (Polypropylene) | – Lightweight & Affordable: One of the lowest densities among engineering plastics, making it cost-effective. – Good Chemical & Moisture Resistance: Does not absorb water readily, resists many acids and bases. – Flexible in Thin Sections: Used in living hinges. |
| Nylon | – Excellent Toughness & Wear Resistance: Ideal for moving or sliding parts. – Varied Grades: Nylon 6, 6/6, 12, etc., each offering different stiffness, moisture absorption, and temperature performance. – Good Fatigue Strength: Retains mechanical integrity under repeated stress. |
| PEEK (Polyether Ether Ketone) | – High Temperature Tolerance: Can sustain mechanical properties up to ~480°F. – Chemical & Hydrolysis Resistance: Suitable for harsh chemical environments; steam-sterilizable. – Biocompatibility: Certain grades used in medical implants. – Low Outgassing: Ideal for aerospace applications. |
| PPS(Polyphenylene Sulfide) | – High Thermal Stability: Can withstand continuous use at ~390–430°F. – Flame Retardant & Chemical Resistant: Excellent performance in corrosive and high-temperature conditions. – Good Dimensional Precision: Low coefficient of linear thermal expansion (CLTE). |
| PET(Polyethylene Terephthalate) | – Good Stiffness & Dimensional Stability: Suitable for precision mechanical parts. – Low Moisture Absorption: Minimizes swelling or warpage. – Chemical Resistance: Resists oils, solvents, and mild acids. |
| PBT(Polybutylene Terephthalate) | – Good Electrical Insulation: Ideal for connectors, switches, and other E/E parts. – Dimensional Stability: Low shrinkage, low moisture absorption, good for tight tolerances. – Chemical & Heat Resistance: Withstands automotive fluids and moderate temperatures ~302–320°F. |
If you have something you want to make, please contact us. Even a rough idea is OK. We will give shape to your idea and deliver it to you. Please feel free to contact us.