PPS Machining Service
Overview of PPS (Polyphenylene Sulfide)
PPS Material Properties
| Density | 1.35 g/cm³ |
|---|---|
| Elongation at Break | 2% |
| Tensile Strength (Yield) | 80 MPa |
| Impact Strength (Notched Izod, 73 °F) | 1.5 kJ/m² |
| Hardness | Vickers hardness around 120 |
| Flexural Strength | 120 MPa |
| Heat Deflection Temp. (HDT @ 1.8 MPa) | Around 464 °F |
Note: Values may vary slightly depending on specific grades or formulations.
Benefits of PPS
Exceptional Thermal Stability:
PPS can withstand high temperatures without degrading, maintaining its properties at temperatures up to 464°F (HDT @ 1.8 MPa), making it suitable for environments exposed to heat.
Chemical Resistance:
PPS is highly resistant to a wide range of chemicals, including acids, bases, and solvents, making it perfect for use in harsh chemical environments.
Outstanding Mechanical Properties:
With high tensile strength (around 80 MPa) and flexural strength (approximately 120 MPa), PPS offers excellent load-bearing capabilities, durability, and resistance to wear and tear.
Low Moisture Absorption:
PPS has low moisture absorption, maintaining its dimensional stability and mechanical properties in humid environments.
Electrical Insulation:
PPS is an excellent electrical insulator, making it widely used in electronic and electrical components that require reliable performance in various conditions.
INAC US’s PPS Machining Capability
PPS Machining Methods
CNC Machining
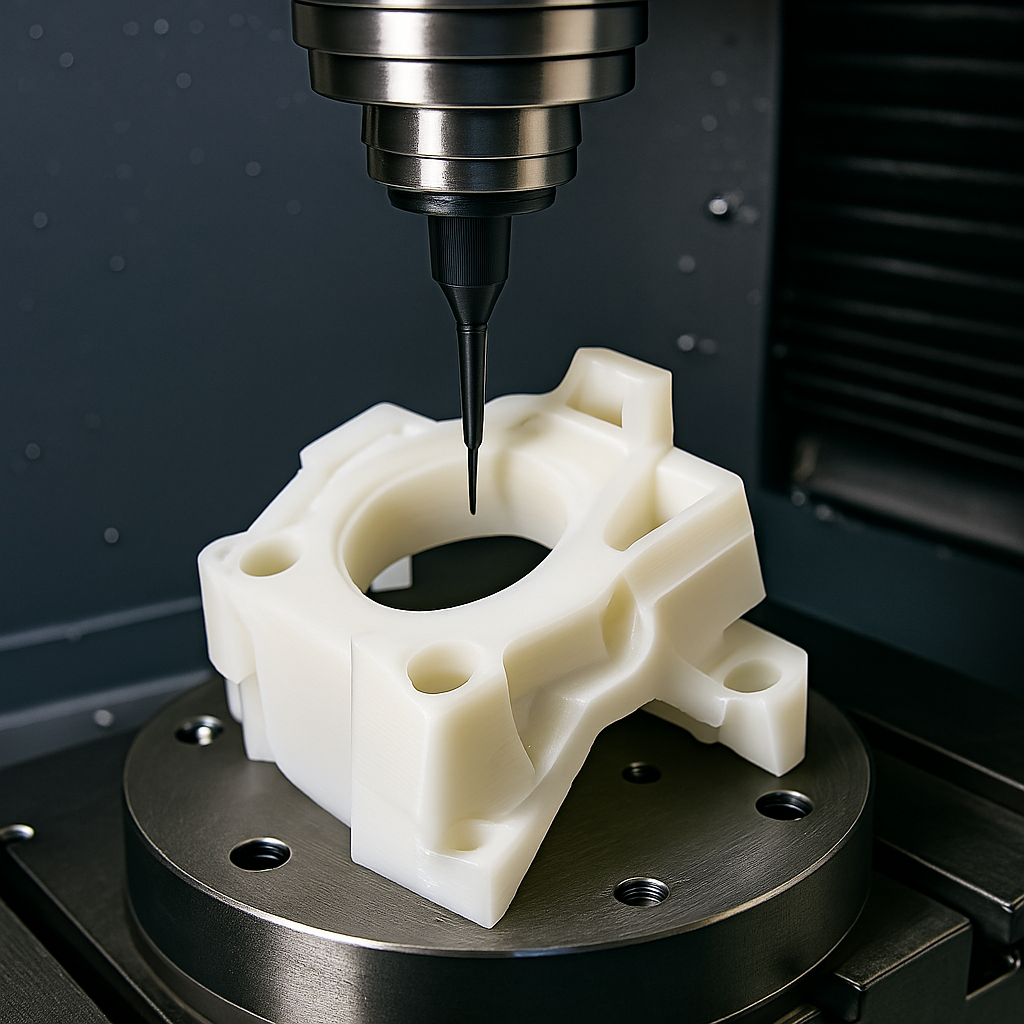
CNC Machining is highly effective for machining PPS (Polyphenylene Sulfide), a high-performance thermoplastic known for its excellent thermal stability, chemical resistance, and dimensional stability.
Using CNC Machining, we can create complex geometries and tight tolerances on PPS components.
Lathe Processing
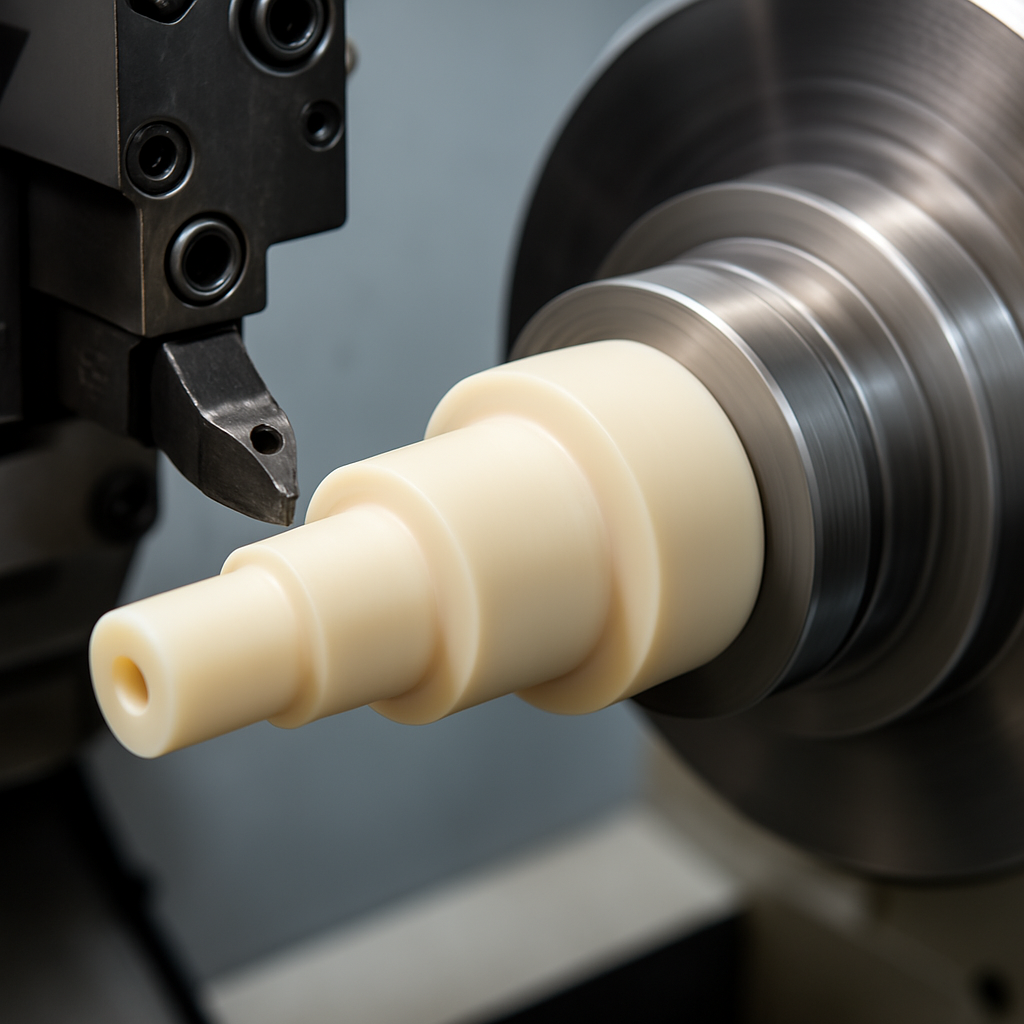
CNC Machining is perfect for creating cylindrical parts and rotational components from PPS, such as shafts, bushings, and rings.
The PPS material’s low coefficient of friction and high wear resistance make it suitable for parts that require smooth rotating functions with long service lives.
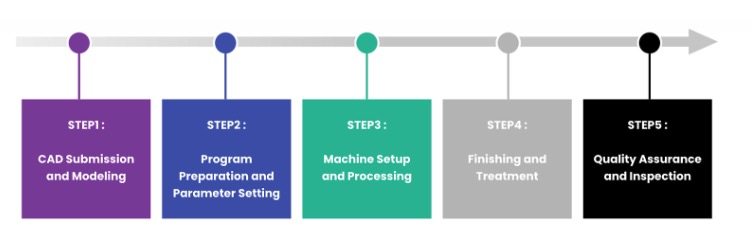
Flow of PPS Machining
FAQ about INAC US's PPS Machining Service
A. We work with a variety of PPS grades, including standard PPS, glass-filled PPS, and high-heat-resistant formulations. Our engineers can help you select the right grade based on your product’s performance, durability, and budget requirements.
A. Our typical lead time for PPS prototypes is 5–10 business days, depending on complexity and finishing requirements. We also offer expedited services for urgent projects whenever possible.
A. Yes. Our precision CNC equipment and experienced technicians enable us to achieve tight tolerances, delivering PPS parts with accurate dimensions and excellent surface quality.
A. Yes. Whether you need a one-off test piece or a small batch of parts for initial production, we’re equipped to handle orders of different sizes while maintaining consistent quality and reliable turnaround times.
Start Machining Today with INAC US
Bring your PPS prototypes to life with our high-precision machining services.
Whether you need a single part or a small production run, INAC US is here to provide fast, accurate, and high-quality results.
Guide to PPS Machining
What Is PPS (Polyphenylene Sulfide)?
Polyphenylene Sulfide (PPS) is a high-performance thermoplastic prized for its exceptional heat tolerance, chemical resistance, and dimensional stability.
Commonly employed in automotive, aerospace, and industrial applications, PPS maintains its strength and shape under high temperatures and corrosive environments.
It also exhibits low moisture absorption and excellent electrical insulation properties, making it a go-to material for parts and components that demand reliable performance in challenging conditions.
Grades of PPS Material
| Grade | Value |
|---|---|
| Unfilled PPS | This is the pure form of PPS, without any fillers or reinforcements. It provides excellent chemical resistance, high-temperature stability, and good mechanical strength. Unfilled PPS is often used for applications where high chemical resistance and heat stability are required, such as in automotive fuel systems, electrical connectors, and pump parts. |
| Glass-Filled PPS | Glass fibers are added to PPS to improve its mechanical properties, such as strength, stiffness, and dimensional stability. The glass reinforcement helps the material maintain its shape under stress and improves its performance in high-load applications. |
| Carbon-Filled PPS | Carbon fiber-reinforced PPS offers improved thermal conductivity, high strength, and enhanced resistance to wear and friction. The addition of carbon fibers makes it ideal for applications requiring high-performance characteristics in high-load or high-temperature environments. |
Applications of PPS Machining
Automotive Engine Components

PPS can endure the elevated temperatures and constant exposure to fluids common in automotive engine environments.
It is often used for parts such as pump impellers and thermostat housings, where durability under heat and resistance to chemicals are critical.
Electrical Connectors and Housings

Thanks to its excellent insulation properties, PPS is a prime material for electrical components that need to safely transmit signals without interference.
It resists moisture absorption and maintains structural integrity under thermal stress, making it ideal for connectors, circuit board enclosures, and other sensitive electronic hardware.
Chemical Processing Equipment

In industrial applications where corrosive substances are present, PPS is valued for its outstanding chemical resistance and robust mechanical strength.
Whether used for seals, valves, or piping in a processing plant, its reliability helps minimize downtime and prolong operational lifespan, making it a cost-effective solution for businesses working with harsh chemicals.
Comparing PPS to Other Machinable Plastics
| Plastic | Description |
|---|---|
| ABS (Acrylonitrile Butadiene Styrene) | – Good Impact Strength: The butadiene content provides toughness and shock resistance. – Easy Processing: Commonly injection molded; also suitable for 3D printing (FDM). – Balanced Properties: Offers moderate strength, decent chemical resistance, and good dimensional stability. |
| PC(Polycarbonate) | – High Impact Resistance: Often used for safety shields, machine guards, and protective screens. – Optical Clarity: Up to 90% light transmission, though prone to scratching without hard coatings. – Heat & Flame Resistance: Can withstand elevated temperatures; available in flame-retardant grades (UL 94 V-0). – Dimensionally Stable: Retains shape under load, making it suitable for precision parts. |
| Acrylic (pmma) | – Excellent Transparency (~92% light transmission) with a glass-like appearance. – Lightweight & Weather Resistant: Resists yellowing and cracking outdoors better than polycarbonate. – Easy Fabrication: Can be thermoformed, laser-cut, or polished for display-quality finishes. |
| POM(Polyoxymethylene) | – High Stiffness & Low Friction: Excellent for gear teeth, bearings, and wear strips. – Dimensional Stability: Minimal moisture absorption, retaining tight tolerances. – Good Chemical Resistance: Withstands many solvents, fuels, and lubricants. |
| PP (Polypropylene) | – Lightweight & Affordable: One of the lowest densities among engineering plastics, making it cost-effective. – Good Chemical & Moisture Resistance: Does not absorb water readily, resists many acids and bases. – Flexible in Thin Sections: Used in living hinges. |
| Nylon | – Excellent Toughness & Wear Resistance: Ideal for moving or sliding parts. – Varied Grades: Nylon 6, 6/6, 12, etc., each offering different stiffness, moisture absorption, and temperature performance. – Good Fatigue Strength: Retains mechanical integrity under repeated stress. |
| PEEK (Polyether Ether Ketone) | – High Temperature Tolerance: Can sustain mechanical properties up to ~480°F. – Chemical & Hydrolysis Resistance: Suitable for harsh chemical environments; steam-sterilizable. – Biocompatibility: Certain grades used in medical implants. – Low Outgassing: Ideal for aerospace applications. |
| PET(Polyethylene Terephthalate) | – Good Stiffness & Dimensional Stability: Suitable for precision mechanical parts. – Low Moisture Absorption: Minimizes swelling or warpage. – Chemical Resistance: Resists oils, solvents, and mild acids. |
| PBT(Polybutylene Terephthalate) | – Good Electrical Insulation: Ideal for connectors, switches, and other E/E parts. – Dimensional Stability: Low shrinkage, low moisture absorption, good for tight tolerances. – Chemical & Heat Resistance: Withstands automotive fluids and moderate temperatures ~302–320°F. |
If you have something you want to make, please contact us. Even a rough idea is OK. We will give shape to your idea and deliver it to you. Please feel free to contact us.